Hallo Frank,
gerne helfen wir dir bei den Einstellungen!
Im Vorfeld ist dabei für dich speziell zu sagen, dass Mach3 so gut wie fertig eingestellt ist, weil du bei uns einen
Computer mit Mach3 fertig installiert bekommen hast.
Für die jenigen, die trotzdem wissen möchten welche Einstellungen wir an den Maschinen vornehmen, habe ich ein paar Bilder eingepflegt.
Wir übernehmen jedoch
keine Gewähr für diese Einstellungen, weil wir nicht wissen können wie der einzelne seine Belegung in der eigentlichen Steuerung vornimmt.
Der ein oder andere wird sich Fragen weshalb wir den noch den alten Winckler Screen nutzen...
Ich denke zum einen wird es die Gewohntheit sein...und zum anderen haben wir schlechte Erfahrungen mit anderen Screens gemacht.
Wer trotzdem einen anderen Screen nutzen möchte, kann dies natürlich gerne machen

- 20151130_211152.jpg (70.12 KiB) 44704 mal betrachtet
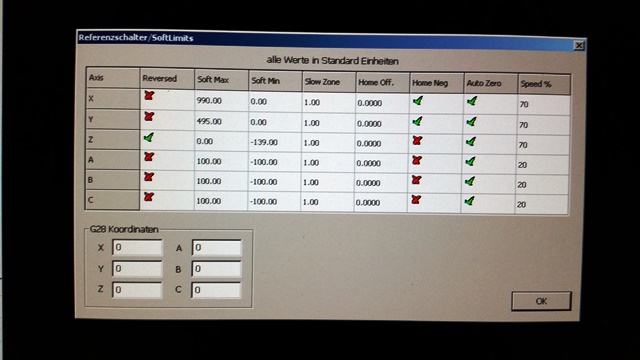
Bei den Maschinenparametern muss natürlich die Verfahrgröße stehen, die eure Maschine zur Verfügung stellt!
Dabei ist das Feld "Speed" nicht aus den Augen zu verlieren.
Für den Anfang genügt es mit 70% anzufangen.
- 20151130_211138.jpg (114.34 KiB) 44704 mal betrachtet
- 20151130_211125.jpg (74.55 KiB) 44704 mal betrachtet
- 20151130_211121.jpg (74.09 KiB) 44704 mal betrachtet
- 20151130_211117.jpg (64.9 KiB) 44704 mal betrachtet
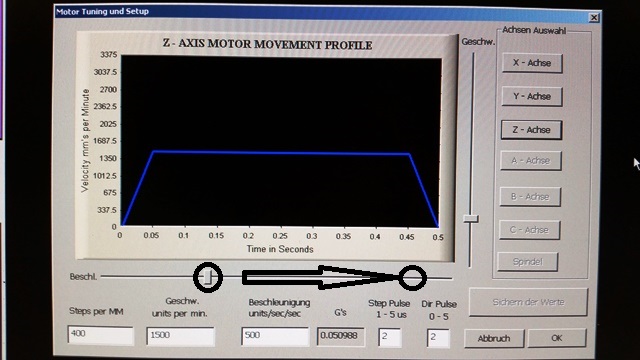
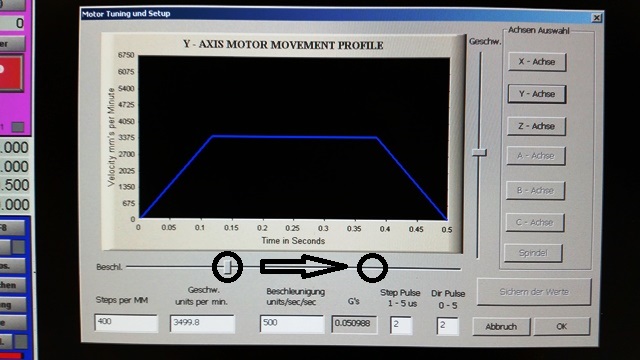
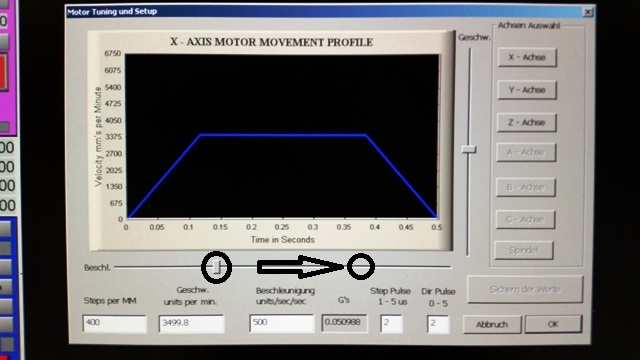
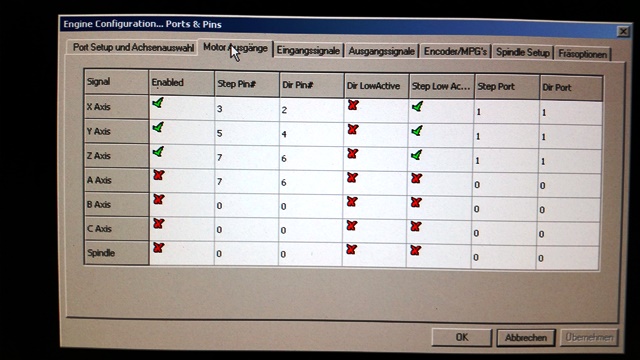
Beim Motortuning sind die richtigen Steps per mm das "A und O"!
In unserem Fall wird eine Spindel mit 5mm Steigung und einer Motorauflösung von 1,8°.
Die Rechnung lautet dann wie folgt:
360°/1,8°=200
Weil wir im Halbschritt Arbeiten das ganze mal 2.
Ergibt 400 Schritte per mm.
Bei der Geschwindigkeit haben wir einen Wert von 3500mm/min für X/Y und 1500mm/min ertestet.
Die Beschleunigung wird dabei so eingestellt, dass ein "gleichschenkliges" Dreieck entsteht. (wie auf den Bildern zu sehen)
Die Richtungswechsel in den zu fräsenden Ecken werden dadurch verlangsamt.
Dies wirkt sich Positiv auf das Fräsergebnis aus und schont die Maschine!
- 20151130_211105.jpg (76.59 KiB) 44704 mal betrachtet
- 20151130_211043.jpg (82.01 KiB) 44704 mal betrachtet
- 20151130_211036.jpg (85.31 KiB) 44704 mal betrachtet
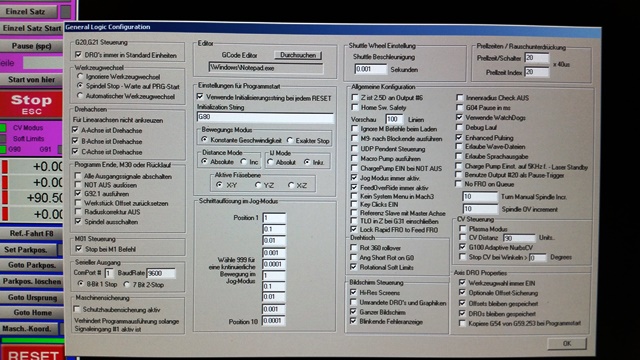
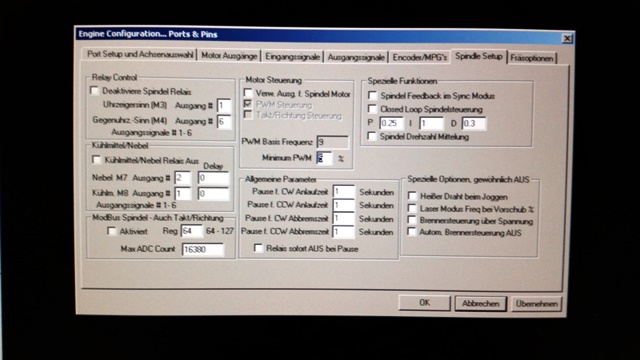
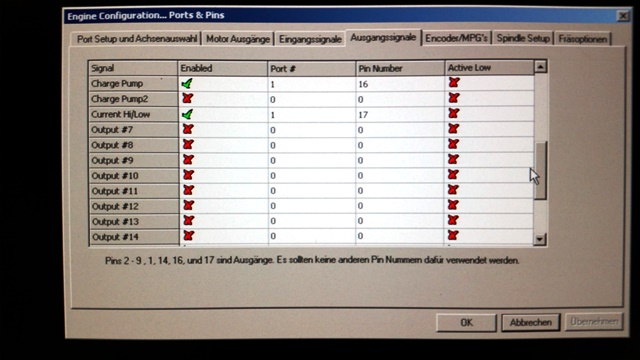
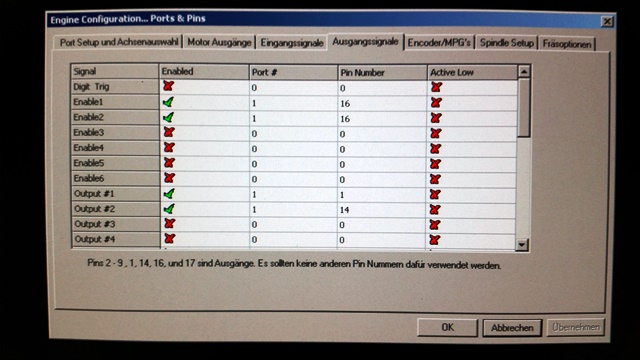
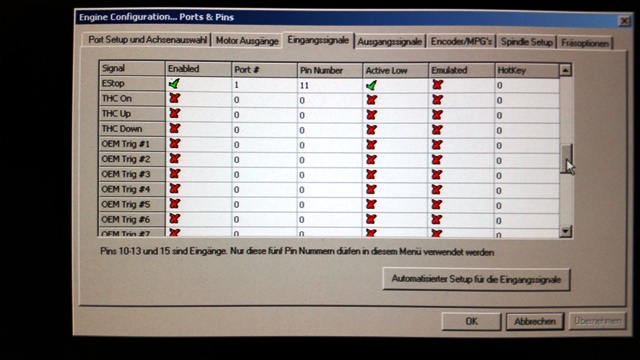
Bei den Ausgangssingalen wird unter anderem die Einstellung für Frässpindel und Absaugung vorgenommen.
- 20151130_211030.jpg (84.85 KiB) 44704 mal betrachtet
- 20151130_211021.jpg (88.47 KiB) 44704 mal betrachtet
- Unbenannt.jpg (74.82 KiB) 44704 mal betrachtet
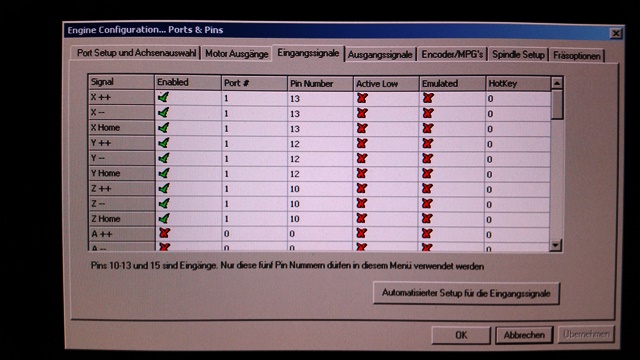
(dies ist auch für dich wichtig Frank!!!)Die Eingangssignale werden automatisch von Mach3 erkannt.
Die Vorraussetzung hierfür ist, dass alle Verkabelungen erfolgt sind!!!Bedeutet die Endschalter und der Notaus müssen auch schon angeschlossen sein, auch wenn diese noch nicht fest an der Maschine montiert worden sind.
Ohne die Montage, wird Mach3 keinen Motor für eine Testfahrt freigeben

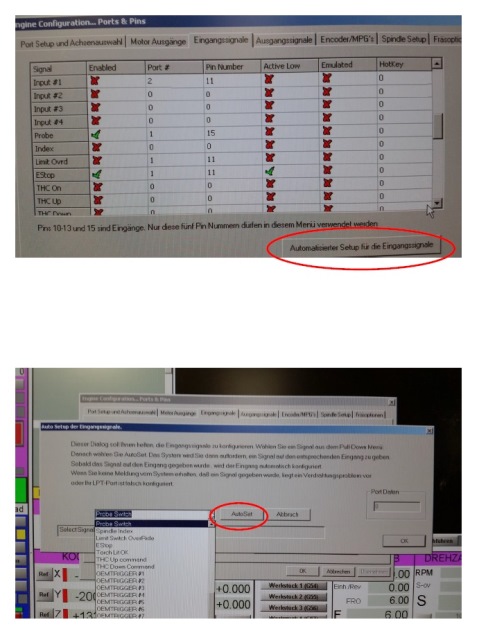
Für die Initialisierung geht man wie folgt vor:
Wenn man auf "Automatisierter Setup" öffnet sich ein neues Fenster.
In diesem Fenster findet man alle zur Verfügung stehenden Eingänge.
Man wählt z.B. "E-Stop", danach drückt man auf "Autoset" und betätigt den Notaus.
Gemäß dem Fall der Notaus ist korrekt angeschlossen, wird er im gleichen Fenster erkannt und der richtige Pin
und Port wird von Mach3 in den Eingangssignalen eingetragen.
Diesen Vorgang kann man für alle eingehenden Signale (z.B. Endschalter auf der X/Y und Z Achse) durch führen.
- 20151130_211016.jpg (87.09 KiB) 44704 mal betrachtet
- 20151130_211010.jpg (85.29 KiB) 44704 mal betrachtet
Zum Schluss sollte die Tastatur noch belegt werden, damit man die einzelnen Achsen manuell bewegen kann.
Die stellt man unter "Hotkeys" ein.
Wichtig ist, dass man nach den Einstellungen einmal einen Neustart durch führt.
Mach3 schließen, Computer runter fahren, Steuerung ausschalten und komplett wieder hoch fahren.
So speichert Mach3 alle neuen Einstellungen.
Ich hoffe ich konnte dir Frank und anderen Mach3 Nutzern helfen!
Wie ihr wisst ist das Thema ziemlich umfangreich.
Soll heißen, wenn ihr zu einem bestimmten Bereich noch Fragen habt, könnt ihr diese gerne stellen!

Liebe Grüße
Janina
http://www.cnc-holzfräse.de